上海铝型材在生产和使用过程中,有时候会遇到铝型材表面出现条纹的现象,这样的表面问题让我们防不胜防,给上海铝型材生产厂家带来了无休止的烦恼,所以我们上海铝型材厂家做了深入的了解和研究,下面为大家总结上海铝型材条纹产生的原因及修正方法。
产生原因:
1、因机台冷却能力不够,造成阳极化后黑色斑纹区域;
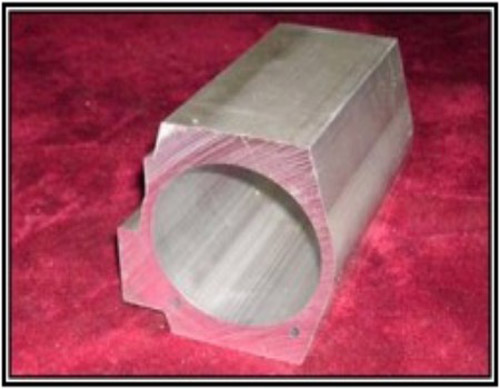
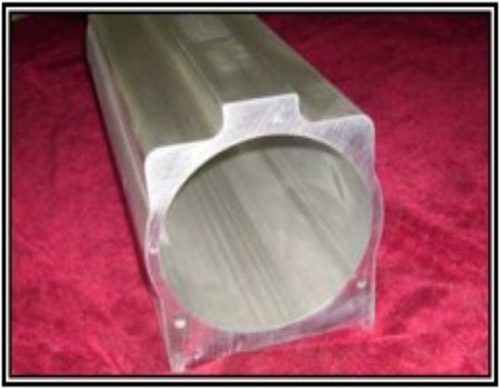
2、铝型材内侧的“枝杈”和螺纹孔部位因金属供流不足或过量引起表面条纹;
3、铸坯本身的质地不好,影响挤压材阳极化后条纹色差。
4、模具分流桥下的焊合区部位引起的型材表面条纹;
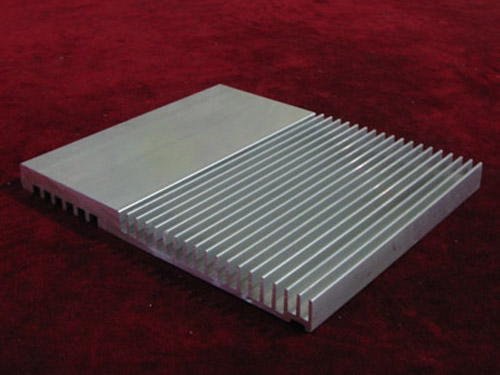
5、型材断面图设计存在的问题,由于型材的壁厚差大,工作带长度突变处的部位在阳极化后产生条纹状色差;
修正方法:
1、检查客户的图纸上在型材装饰面是否存在诸如型材壁厚差大、枝杈和螺纹孔;
2、大直径管材或大尺寸空心型材模,在阳模上可设有上焊合室;
3、有时条纹是由铸坯材质本身形成的,要求铸坯的加热温度均匀,均匀化退火彻底;
4、分流桥应设计在型材非装饰面上,在保证模子强度的同时,焊合室应尽可能大一些,使金属能够形成足够的静水压力;
5、型材内侧的“枝杈”或螺纹孔处条纹,其修模方法是抛光这些部位的模孔工作带、打磨光滑,或者修改或减少这些部位的连接过渡半径;
6、挤压材出模孔之后,其晶粒度取决于进入淬火区的温度和淬火区冷却速度。如果冷却温度过低、冷却速度不均匀会造成晶粒过大或晶粒大小不均,在阳极化后色差会更加明显,要求操作人员及时调整冷却系统的风压和冷却水压的大小。
这些原因都是导致上海铝型材产生条纹的原因,所以我们在生产过程中需要对这些原因引起一定的注意。