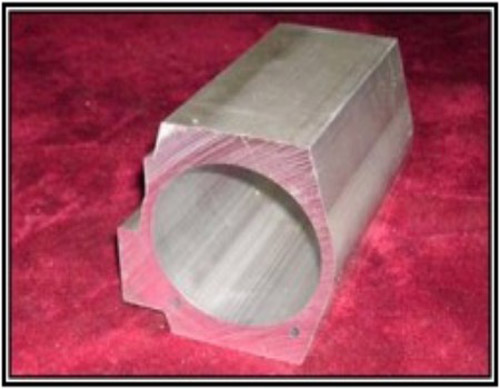
工业铝型材大多对材质、性能、尺寸公差等都有较严格的要求,工业铝型材的利润虽然较之建筑铝型材高,但其生产难度也相对较大,技术要求也较高,特别是复杂的扁宽薄壁的大型工业铝型材的生产技术,与国外还有较大的差距。需要进一步努力提高技术水平,只有整体技术水平提高了,我国工业铝型材才能在国际竞争中处于有利的位置,为开辟国外市场、参与国际竞争创造条件。
1、线切割挤压模具模孔工作带时电流要稳定,使切割后的模孔尺寸均匀、孔壁平整;
2、切割铝挤压模具模孔工作带时电流不易过大,以防熔融层过厚,因为熔融层是模孔工作带脆裂性剥落的主要原因之一,加工放电间隙控制在0.01mm;
3、电火花加工挤压模具工作带空刀时,电流不易过大,以防烧伤加工面,放电间隙控制在0.05~0.1mm,粗打空刀时在距工作带最高处1mm时卸下电极磨平,根据模孔工作带的宽度修正电极的工作面成曲面形(要求其面平正,粗糙度要低),调换极性,进行精加工,这样可确保加工到位,且空刀垂直面光洁平整,减少制品表面模线。
把握好以上三点对于铝型材挤压模具电加工的速度于质量的提升非常大。