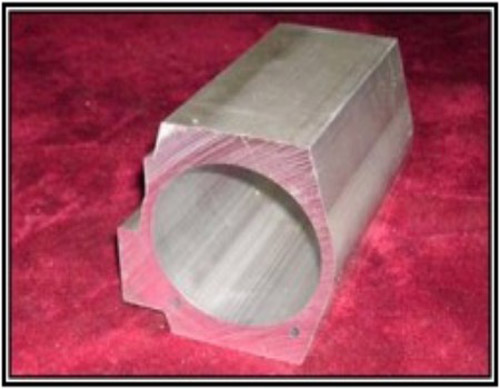
工业铝型材在生活中运用越来越广泛,那么关于工业铝型材的切割问题。下面小编简单给大家介绍下。
由于工业铝型材一般用于比较精密的场合.对于长度和断面形态要求比较严格。锯切时需要加强圆锯机自身刚性和对工件的夹紧程度,调整机床进给导轨位置的和精度.避免出现切斜和定尺不准的现象。对于锯口表而应尽量保证光洁平整.少有毛刺。
这就要求在机床状况良好的前提下.提高硬质合金齿圆锯片的自身精度和刃口锋利度,要根据型材断面结构合理选择锯片厚度、齿距、严格控制锯刃的径向圆跳动、端面圆跳动、刃宽公差以及片体平面度、应力状态(O~0.3mm为宜)。另外做为铝材锯切的关键要素之一,锯切工艺参数的选择也是尤其重要的,一般情况下,锯机电机功率要足够大,否则容易闷车,降低锯切质量和锯切效率,以『1000mm~1200mm锯片为例,电机功率应在30kW左右。
锯片圆周线速度应在50m/s~60m/s;进给速度应在10ram/s~400mm/s范围内无级可调。为了冲掉锯屑、滑润锯刃和工件表面提高锯口表面质量,可以用油基冷却液或乳化液对锯片进行冷却。